02040102_钢管构件现场拼装检验批质量验收记录


钢管构件现场拼装检验批质量验收记录表
一、检验批划分
按钢管构件现场拼装实际情况划分检验批。
二、主控项目
4.2.1 钢管混凝土构件现场拼装时,钢管混凝土构件各种缀件的规格、数量、位置应符合设计要求。
检查数量:全数检查。
检验方法:观察检查、尺量检查。
4.2.2 钢管混凝土构件拼接的方式、程序、施焊方法应符合设计及专项施工方案要求。
检查数量:全数检查。
检验方法:观察检查、检查施工记录。
4.2.3 钢管混凝土构件焊接的焊接材料应与母材相匹配,并应符合设计要求和现行国家标准《钢结构工程施工质量验收规范》GB50205的有关规定。
检查数量:全数检查。
检验方法:检查施工记录。
4.2.4 钢管混凝土构件拼装焊接焊缝质量应符合设计要求和现行国家标准《钢结构工程施工质量验收规范》GB 50205的有关规定。设计要求的一、二级焊缝应符合本规范第3.0.7条的规定。
检查数量:全数检查。
检验方法:检查施工记录及焊缝检测报告。
三、一般项目
4.2.5 钢管混凝土构件拼装场地的平整度、控制线等控制措施应符合专项施工方案的要求。
检查数量:全数检查。
检验方法:观感检查、尺量检查。
4.2.6 钢管混凝 土构件现场拼装焊接二、三级焊缝外观质量应符合表4. 2.6的规定。
检查数量:同批构件抽查10%,且不少于3件。
检验方法:观察检查、尺量检查。
表4.2.6二、三级焊缝外观质量标准
|
项目 |
允许偏差 |
|
|
缺陷类型 |
二级 |
三级 |
|
未焊满 (指不足设计要求) |
≤0.2+0.02t,且不应大于1.0 |
≤0.2+0.04t,且不应大于2.0 |
|
每100.0焊缝内缺陷总长不应大于25.0 |
||
|
根部收缩 |
≤0.2+0.02t,且不应大于1.0 |
≤0.2+0.04t,且不应大于2.0 |
|
长度不限 |
|
|
|
咬边 |
≤0. 05t,且不应大于0.5;连续长度≤100.0,且焊缝两侧咬边总长不应大于10%焊缝全长。 |
≤0.1t,且不应大于1.0,长度不限 |
|
弧坑裂纹 |
- |
允许存在个别长度≤5.0的弧坑裂纹 |
|
电弧擦伤 |
- |
允许存在个别电弧擦伤 |
|
接头不良 |
缺口深度0.05t,且不应大于0.5 |
缺口深度0.1t,且不应大于1.0 |
|
每1000.0焊缝不应超过1处 |
||
|
表面夹渣 |
- |
深≤0.2t长≤0.5t,且不应大于2.0 |
|
表面气孔 |
- |
每50.0焊缝长度内允许直径≤0.4t,且不应大于3.0的气孔2个,孔距≥6倍孔径 |
注:表内t为连接处较薄的板厚。
4.2.7钢管混凝土构件对接焊缝和角焊缝余高及错边允许偏差应符合表4.2.7的规定。
检查数量:同批构件抽查10%,且不少于3件。
检验方法:焊缝量规检查。
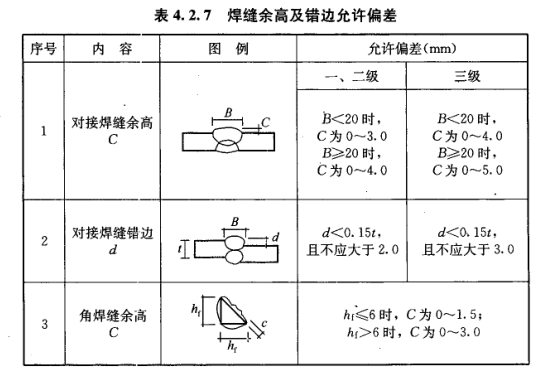
注:hf>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%。
4.2.8 钢管混凝土构件现场拼装允许偏差应符合表4.2.8的规定。
检查数量:同批构件抽查10%,且不少于3件。
检验方法:见表4.2.8。


注: t 为钢管壁厚度;H为柱身高;d为钢管直径;矩形管长边尺寸。

