焊缝外观质量检验批质量验收记录表


4.4.1 焊条、 焊丝、 焊剂、 保护气体和电渣焊熔嘴等焊接材料的型号和质量应满足设计要求, 并应符合现行行业标准《港口设备安装工程技术规范》(JTJ 280 )的有关规定。 检验数量和方法应为全数检查出厂质量证明书和烘焙记录。
4.4.2 首次使用的钢材、 焊接材料、 焊接方法、 焊前预热和焊后热处理等的质量检验。 应满足焊接工艺评定的要求。 检验数量和方
法应为全数检查施工记录。
4.4.3 焊缝坡口形式应满足设计要求, 并应符合现行国家标准《气焊、 手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》
(GB 985)和《埋弧焊焊缝坡口的基本形式与尺寸》 (GB 986)的有关规定。 检验数量应为全数检查。 检验方法应为检查施工记录并观察检查, 必要时应进行测量检查。
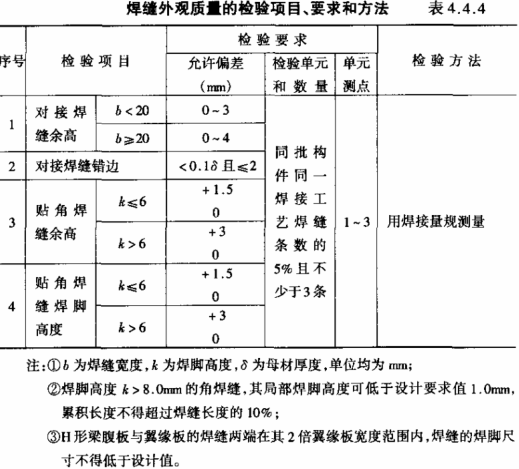
4.4.4 接头焊缝的外观质量、 内部质量的检查标准和合格级别。焊缝无损检测的位置和数量应满足设计要求。 检验数量和方法应
为全数检查无损检测报告和施工记录, 并观察检查。 当设计对焊缝外观质量的检查标准和合格级别无要求时, 应按表4.4.4的规
定进行检验。
4.4.2 首次使用的钢材、 焊接材料、 焊接方法、 焊前预热和焊后热处理等的质量检验。 应满足焊接工艺评定的要求。 检验数量和方
法应为全数检查施工记录。
4.4.3 焊缝坡口形式应满足设计要求, 并应符合现行国家标准《气焊、 手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》
(GB 985)和《埋弧焊焊缝坡口的基本形式与尺寸》 (GB 986)的有关规定。 检验数量应为全数检查。 检验方法应为检查施工记录并观察检查, 必要时应进行测量检查。
4.4.4 接头焊缝的外观质量、 内部质量的检查标准和合格级别。焊缝无损检测的位置和数量应满足设计要求。 检验数量和方法应
为全数检查无损检测报告和施工记录, 并观察检查。 当设计对焊缝外观质量的检查标准和合格级别无要求时, 应按表4.4.4的规
定进行检验。
4.4.5 不同厚度钢板对接的检验项目、 要求和方法应符合表4.4.5 的规定。
