01020405_钢零部件加工检验批质量验收记录

钢零部件加工检验批质量验收记录
本表适用于钢结构制作及安装中钢零件及钢部件加工的质量验收。
一、检验批划分
按施工段、变形缝划分;对于工程量较少的分项工程可统一划分为一个验收批。
二、主控项目
4.4.1 钢结构连接用高强度大六角头螺栓连接副、扭剪型高强度螺栓连接副、钢网架用高强度螺栓、普通螺栓、铆钉、自攻钉、拉铆钉、射钉、锚栓(机械型和化学试
剂型机械型和化学试剂型)、地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力、地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力( 预拉力) 的检验报告。
检查数量: 全数检查。
检验方法: 检查产品的质量合格证明文件、中文标志及检验报告等。
4.2.2 对属于下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求。
1 国外进口钢材;
2 钢材混批;
3 板厚等于或大于 40mm,且设计有 Z 向性能要求的厚板;
4 建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;
5 设计有复验要求的钢材;
6 对质量有疑义的钢材。
检查数量:全数检查。
检验方法检查复验报告
7.2.1 钢材切割面或剪切面应无裂纹、夹渣、分层和大于 1mm 的缺棱。
检查数量:全数检查。
检验方法:观察或用放大镜及百分尺检查,有疑义时作渗透、磁粉或超声波探伤检查。
7.3.1 碳素结构钢在环境温度低于-16℃、低合金结构钢在环境温度低于-12℃时,
不应进行冷矫正和冷弯曲。碳素结构钢和低合金结构钢在加热矫正时,加热温度不
应超过 900℃。低合金结构钢在加热矫正后应自然冷却。
检查数量:全数检查。
检验方法:检查制作工艺报告和施工记录。
7.3.2 当零件采用热加工成型时,加热温度应控制在 900~1000℃;碳素结构钢和低合金结构钢在温度分别下降到 700℃和 800℃之前,应结束加工;低合金结构钢应自然冷却。
检查数量:全数检查。
检验方法:检查制作工艺报告和施工记录。
7.4.1 气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
检查数量:全数检查。
检验方法:检查工艺报告和施工记录。
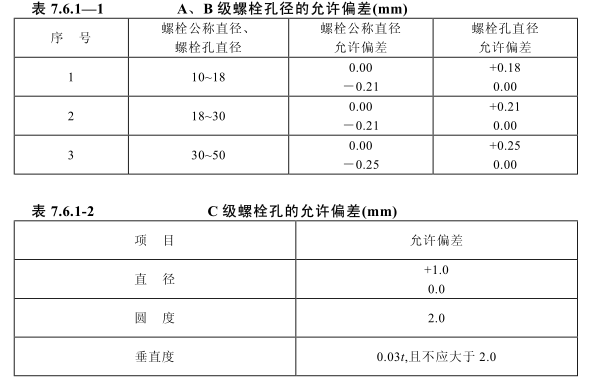
7.6.1 A、B级螺栓孔(I 类孔)应具 H12的精度,孔壁表面粗糙度 Ra 不应大于 12.5μm。其孔径的允许偏差应符合表 7.6.1-1 的规定。C 级螺栓孔(Ⅱ类孔),孔壁表面粗糙度 Ra 不应大于 25μm,其允许偏差应符合表7.6.1-2 的规定。
检查数量:按钢构件数量抽查 10%,且不应少于 3 件。
检验方法:用游标卡尺或孔径量规检查。
三、一般项目
4.2.4 型钢的规格尺寸及允许偏差符合其产品标准的要求。
检查数量:每一品种、规格的型钢抽查 5 处。
检验方法:用钢尺和游标卡尺量测。
4.2.5 钢材的表面外观质量除应符合国家现行有关标准的规定外,尚应符合下列规定:
1 当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差值的 1/2;
2 钢材表面的锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB 8923 规定的 C 级及 C 级以上;
3 钢材端边或断口处不应有分层、夹渣等缺陷。
检查数量:全数检查。
检验方法:观察检查。
7.2.2 气割的允许偏差应符合表 7.2.2 的规定。
检查数量:按切割面数抽查 10%,且不应少于 3 个。
检验方法:观察检查或用钢尺、塞尺检查。

7.2.3 机械剪切的允许偏差应符合表 7.2.3 的规定。
检查数量:按切割面数抽查 10%,且不应少于 3 个。
检验方法:观察检查或用钢尺、塞尺检查。

7.3.3 矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于 0.5mm,且不应大于该钢材厚度负允许偏差的 1/2。
检查数量:全数检查。
检验方法:观察检查和实测检查。
7.3.4 冷矫正和冷弯曲的最小曲率半径和最大弯曲矢高应符合表 7.3.4 的规定。
检查数量:按冷矫正和冷弯曲的件数抽查 10%,且不应少于 3 个。
检验方法:观察检查和实测检查。 矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于 0.5mm,且不应大于该钢材厚度负允许偏差的 1/2。
检查数量:全数检查。
检验方法:观察检查和实测检查。

7.3.5 钢材矫正后的允许偏差,应符合表 7.3.5 的规定。
检查数量:按矫正件数抽查 10%,且不应少于 3 件。
检验方法:观察检查和实测检查。

7.4.2 边缘加工允许偏差应符合表 7.4.2 的规定。
检查数量:按加工面数抽查 10%,且不应少于 3 件。
检验方法:观察检查和实测检查。

7.6.2 螺栓孔孔距的允许偏差应符合表 7.6.2 的规定。
检查数量:按钢构件数量抽查 10%,且不应少于 3 件。
检验方法:用钢尺检查。

7.6.3 螺栓孔孔距的允许偏差超过本规范表 7.6.2 规定的允许偏差时,应采用与母材材质相匹配的焊条补焊后重新制孔。
检查数量:全数检查。
检验方法:观察检查。


