钢筋加工检验批质量验收记录

6.5.3受力钢筋连接应符合 下列规定:
6.5.3.1钢筋的连接形式必须符合设计要求;
检查数量:全数检查。
检验方法:观察。
6.5.3.2钢筋接头位置、 同一截面的接头数量、搭接长度应符合设计要求和本规范第6.3.2条和第6.3.5条的规定。
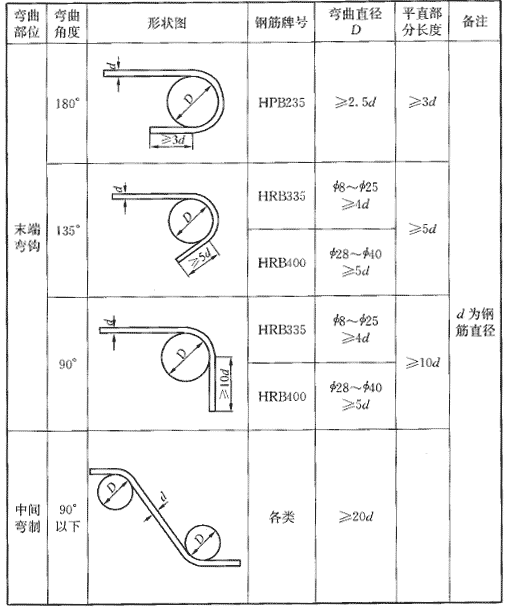
6.2.3受力钢筋弯制 和末端弯钩均应符合设计要求,设计未规定时,其尺寸应符合表6. 2.3的规定。
表6.2.3受力钢筋 弯制和末端弯钩形状
6.3.5热轧光圆钢筋和热轧带肋钢筋的接头采用搭接或帮条电
弧焊时,应符合下列规定:
6.3.5.1接头应采用双面焊缝,在脚手架上进行双面焊困难时方
可采用单面焊。
6.3.5.2当采用搭接焊时,两连接钢筋轴线应一致。 双面焊缝的长度不得小于5d,单面焊缝的长度不得小于10d (d 为钢筋直径)。
6.3.5.3当采用帮条焊时,帮条直径、级别应与被焊钢筋一致,帮条长度双面焊缝不得小于5d,单面焊缝不得小于10d (d为主筋直径)。帮条与被焊钢筋的轴线应在同一平面上,两主筋端
面的间隙应为2~4mm。
6.3.5.4搭接焊和帮条焊接头的焊缝高度应等于或大于0.3d,并不得小于4mm;焊缝宽度应等于或大于0.7d (d为主筋直径),并不得小于8mm。
6.3.5.5钢筋与钢板进行搭接焊时应采用双面焊接,搭接长度应大于钢筋直径的4倍(HPB235钢筋)或5倍(HRB335、HRB400钢筋)。焊缝高度应等于或大于0. 35d,且不得小于4mm;焊缝宽度应等于或大于0.5d,并不得小于6mm (d为钢筋直径)。
6.3.5.6采用搭接焊、帮条焊的接头,应逐个进行外观检查。焊缝表面应平顺、无裂纹、夹渣和较大的焊瘤等缺陷。
6.3.5.7在同条件下完成并经外观检查合格的焊接接头,以300个作为一.批(不足300个,也按一批计),从中切取3个试件,做拉伸试验。拉伸试验应符合本规范第6.3.4条第4款规定。
检查数量:全数检查。
6.3.4.4拉伸试验应符合下列要求:
1)当3个试件的抗拉强度均不小于该级别钢筋的规定值,至少有2个试件断于焊縫以外,且呈塑性断裂时,应判定该批接头拉伸试验合格;
2)当有2个试件抗拉强度小于规定值,或3个试件均
在焊缝或热影响区发生脆性断裂④时,则一次判定该批接头为不合格;
3)当有1个试件抗拉强度小于规定值,或2个试件在焊缝或热影响区发生脆性断裂,其抗拉强度小于钢筋规定值的1.1倍时,应进行复验。复验时,应再切取6个试件,复验结果,当仍有1个试件的抗拉强度小于规定值,或3个试件在焊缝或热影响区呈脆性断裂,其抗拉强度小于钢筋规定值的1. 1倍时,应判定该批接头为不合格。
检验方法:观察、用钢尺量。
6.5.3.3钢筋焊接接头 质量应符合国家现行标准《钢筋焊接及验收规程》JGJ 18 的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.4、6.3.5条规定抽样做拉伸试验和冷弯试验。
检验方法:观察、用钢尺量、检查接头性能检验报告。
6.5.3.4 HRB335 和HRB400带肋钢筋机械连接接头质量应符合国家现行标准《钢筋机械连接通用技术规程》JGJ 107、《带肋钢筋套筒挤压连接技术规程》JG] 108的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.8条规定抽样做拉伸试验。
检验方法:外观用卡尺或专用量具检查、检查合格证和出厂检验报告、检查进场验收记录和性能复验报告。
6.5.4钢筋安装时, 其品种、规格、数量、形状,必须符合设
计要求。
检查数量:全数检查。
检验方法:观察、用钢尺量。
二、一般项目
6.5.5预埋件的规格、数量、位置等必须符合设计要求。
检查数量:全数检查。
检验方法:观察、用钢尺量。
6.5.6钢筋表面不得有裂纹、 结疤、折叠、锈蚀和油污,钢筋焊接接头表面不得有夹渣、焊瘤。
检查数量:全数检查。
检验方法:观察。