市政验管-5 钢管接口连接检验批质量验收记录

5.10.2钢管接口连接应符合下列规定:
主控项目
1 管节及管件、焊接材料等的质量应符合本规范第5.3.2条的规定;
5.3.2 管节的材料、规格、压力等级等应符合设计要求,管节宜工厂预制.现场加工应符合下列规定:
(1)管节表面应无斑疤、裂纹、严重锈蚀等缺陷;
(2)焊缝外观质量应符合表5.3.2—1的规定,焊缝无损检验合格;
表5.3.2-1焊缝外观质量
|
项目 |
技术要求 |
|
外观 |
不得有熔化金属流到焊缝外术熔化的母材上,焊缝和热影响区表而不得有裂纹、气孔、弧坑和灰渣等缺陷:表面光顺、均匀、焊道与母材应平缓过渡 |
|
宽度 |
应焊出坡口边缘2~3mm |
|
表面余高 |
应小于或等于I +0.2倍坡口边缘宽度。且不大于4mm |
|
咬边 |
深度应小于或等于0.5mm.焊缝两侧咬边总长不得超过焊缝长度的10%。且连续长不应大于100mm |
|
错边 |
应小于或等于0.2l.且不应大于2mm |
|
未焊满 |
不允许 |
注: l为壁厚(mm)。
(3)直焊缝卷管管节几何尺寸允许偏差应符合表5.3.2-2的规定;
表5.3.2-2直焊缝卷 管管节几何尺寸的允许偏差
|
项目 |
允许偏差(mm) |
|
|
周长 |
D1≤600 |
±2.0 |
|
D1> 600 |
±0.0035D1 |
|
|
圆度 |
管端0.005D1其他部位0.0ID1 |
|
|
端面垂直度 |
0.001D1,且不大于1.5 |
|
|
弧度 |
用弧长mD、/6的弧形板量测于管内壁或外壁纵缝处形成的间隙,其间隙为0.lL+2.且不大于4.距管端200mm纵缝处的间隙不大于2 |
|
注: D1为管内径(mm),L为壁厚( mm)。
(4)同一管节允许有两条纵缝,管径大于或等于600mm时,纵向焊缝的间距应大于300mm;管径小于600mm时,其间距应大于100mm。
检查方法:检查产品质量保证资料;检查成品管进场验收记录,检查现场制作管的加工记录。
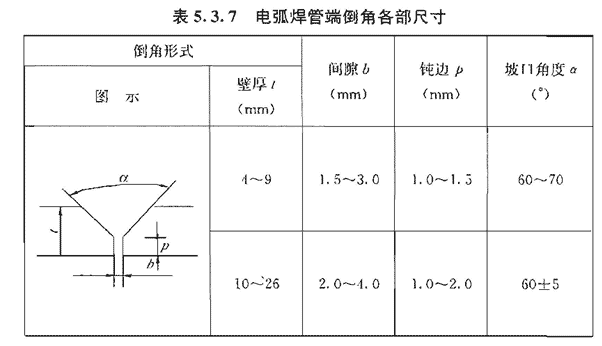
2 接口焊缝坡口应符合本规范第5.3.7条的规定;
5.3.7管节组对焊接时应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合设计要求,设计无要求时应符合表5.3.7的规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
检查方法:逐口检查,用量规量测;检查坡口记录。
3 焊口错边符合本规范第5.3.8条的规定,焊口无十字型焊缝;
5.3.8 对口时应使内壁齐平,错口的允许偏差应为壁厚的20%,且不得大于2mm。
检查方法:逐口检查,用长300mm的直尺在接口内壁周围顺序贴靠量测错边量。
4 焊口焊接质量应符合本规范第5.3.17条的规定和设计要求;
5.3.17 管道对接时,环向焊缝的检验应符合下列规定:
(1)检查前应清除焊缝的渣皮、飞溅物;
(2) 应在无损检测前进行外观质量检查.并应符合本规范表5.3.2—1的规定;
表5.3.2-1焊缝外观质量
|
项目 |
技术要求 |
|
外观 |
不得有熔化金属流到焊缝外术熔化的母材上,焊缝和热影响区表而不得有裂纹、气孔、弧坑和灰渣等缺陷:表面光顺、均匀、焊道与母材应平缓过渡 |
|
宽度 |
应焊出坡口边缘2~3mm |
|
表面余高 |
应小于或等于I +0.2倍坡口边缘宽度。且不大于4mm |
|
咬边 |
深度应小于或等于0.5mm.焊缝两侧咬边总长不得超过焊缝长度的10%。且连续长不应大于100mm |
|
错边 |
应小于或等于0.2l.且不应大于2mm |
|
未焊满 |
不允许 |
注: l为壁厚(mm)。
(3)无损探伤检测方法应按设计要求选用;
(4)无损检测取样数量与质量要求应按设计要求执行;设计无要求时,压力管道的取样数量应不小于焊缝量的10%;
(5)不合格的焊缝应返修,返修次数不得超过3次。
检查方法:逐口观察,按设计要求进行抽检;检查焊缝质量检测报告。
5 法兰接口的法兰应与管道同心,螺栓自由穿入,高强度螺栓的终拧扭矩应符合设计要求和有关标准的规定;
检查方法:逐口检查;用扭矩扳手等检查;检查螺栓拧紧记录。
一般项目
6 接口组对时,纵、环缝位置应符合本规范第5.3.9条的规定;
5.3.9 对口时纵、环向焊缝的位置应符合下列规定:
(1)纵向焊缝应放在管道中心垂线上半圆的45°左右处;
(2) 纵向焊缝应错开,管径小于600mm时.错开的间距不得小于100mm;管径大于或等于600mm时,错开的间距不得小于300mm;
(3) 有加固环的钢管,加固环的对焊焊缝应与管节纵向焊缝错开,其间距不应小于100mm;加固环距管节的环向焊缝不应小于50mm;
(4)环向焊缝距支架净距离不应小于100mm;
(5) 直管管段两相邻环向焊缝的间距不应小于200mm,并不应小于管节的外径;
(6)管道任何位置不得有十字形焊缝。
检查方法:逐口检查;检查组对检验记录;用钢尺量测。
7管节组对前,坡口及内外侧焊接影响范围内表面应无油、漆、垢、锈、毛刺等污物;
检查方法:观察;检查管道组对检验记录。
8不同壁厚的管节对接应符合本规范第5.3.10条的规定;
5.3.10 不同壁厚的管节对口时,管壁厚度相差不宜大于3mm。不同管径的管节相连时,两管径相差大于小管管径的15%时,可用渐缩管连接。渐缩管的长度不应小于两管径差值的2倍,且不应小于200mm。
检查方法:逐口检查,用焊缝量规、钢尺量测;检查管道组对检验记录。
9 焊缝层次有明确规定时,焊接层数、每层厚度及层间温度应符合焊接作业指导书的规定,且层间焊缝质量均应合格;
检查方法:逐个检查;对照设计文件、焊接作业指导书检查每层焊缝检验记录。
10 法兰中轴线与管道中轴线的允许偏差应符合:D1小于或等于300mm时,允许偏差小于或等于1mm;D1大于300mm时,允许偏差小于或等于2mm;
检查方法:逐个接口检查;用钢尺、角尺等量测。
11 连接的法兰之间应保持平行,其允许偏差不大于法兰外径的1.5‰,且不大于2mm;螺孔中心允许偏差应为孔径的5%;
检查方法:逐口检查;用钢尺、塞尺等量测。