050101 钢筋检验批质量验收记录(Ⅱ)

钢筋检验标准
主控项目
6.5.1 材料应符合下列规定:
1 钢筋、焊条的品种、牌号、规格和技术性能必须符合设计和规范要求。
检查数量:全数检查。
检验方法:检查产品合格证、出厂检验报告。
2 钢筋进场时,必须按批抽取试件作力学性能试验,其质量必须符合国家现行标准的规定。
检验数量:以同牌号、同炉号、同规格、同交货状态的钢筋,每60t为一批,不足60t也按一批计,每批抽检1次。
检验方法:检查试件检验报告。
3 当钢筋出现脆断、焊接性能不良或力学性能显著不正常等现象时,应对该批钢筋进行化学成分检验或其他专项检验。
检验数量:该批钢筋全数检查。
检验方法:检查专项检验报告。
6.5.2 钢筋弯制和末端弯钩均应符合设计要求和本规范第6.2.3、6.2.4条的规定。
检验数量:每工作日同一类型钢筋抽查不少于3件。
检验方法:用钢尺量。
6.5.3 受力钢筋的连接应符合下列规定
1 钢筋的连接形式必须符合设计要求。
检查数量:全数检查。
检验方法:观察。
2 钢筋接头位置、同一截面的接头数量、搭接长度必须符合设计和规范要求和本规范第6.3.2条和第6.3.5条的规定。
检查数量:全数检查。
检验方法:观察、用钢尺量。
3 钢筋焊接接头质量必须符合国家现行标准《钢筋焊接及验收规程》JGJ18的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.4、6.3.5条规定抽样做拉伸试验和冷弯试验。
检验方法:观察、用钢尺量、检查接头性能检验检验报告。
4 HRB335和HRB400带肋钢筋机械连接接头质量应符合国家现行标准《钢筋机械连接通用技术规程》JGJ107、《带肋钢筋套筒挤压连接技术规程》JGJ108的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.8条规定抽样做拉伸试验。
检验方法:外观用卡尺或专用量具检查、检查合格证和出厂检验报告、检查进场验收记录和性能复验报告。
6.5.4 钢筋安装时,其品种、规格、数量、形状,必须符合设计要求。
检查数量:全数检查。
检验方法:观察、钢尺检查。
一般项目
6.5.5 预埋件的规格、数量、位置等必须符合设计要求。
检查数量:全数检查。
检验方法:观察、用钢尺量。
6.5.6 钢筋表面不得有裂纹、结疤、折叠、锈蚀和油污,钢筋焊接接头表面不得有夹渣、焊瘤。
检查数量:全数检查。
检验方法:观察。
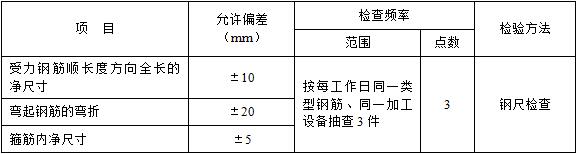
6.5.7 钢筋加工允许偏差应符合表6.5.7的规定。
表6.5.7 钢筋加工允许偏差
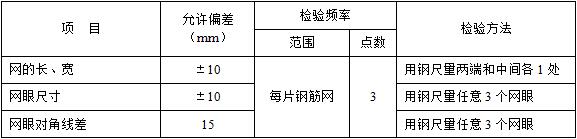
6.5.8 钢筋网允许偏差应符合表6.5.8的规定。
表6.5.8 钢筋网允许偏差
6.5.9 钢筋成形和安装允许偏差应符合表6.5.9的规定。
表6.5.9 钢筋成形和安装允许偏差

主控项目
6.5.1 材料应符合下列规定:
1 钢筋、焊条的品种、牌号、规格和技术性能必须符合设计和规范要求。
检查数量:全数检查。
检验方法:检查产品合格证、出厂检验报告。
2 钢筋进场时,必须按批抽取试件作力学性能试验,其质量必须符合国家现行标准的规定。
检验数量:以同牌号、同炉号、同规格、同交货状态的钢筋,每60t为一批,不足60t也按一批计,每批抽检1次。
检验方法:检查试件检验报告。
3 当钢筋出现脆断、焊接性能不良或力学性能显著不正常等现象时,应对该批钢筋进行化学成分检验或其他专项检验。
检验数量:该批钢筋全数检查。
检验方法:检查专项检验报告。
6.5.2 钢筋弯制和末端弯钩均应符合设计要求和本规范第6.2.3、6.2.4条的规定。
检验数量:每工作日同一类型钢筋抽查不少于3件。
检验方法:用钢尺量。
6.5.3 受力钢筋的连接应符合下列规定
1 钢筋的连接形式必须符合设计要求。
检查数量:全数检查。
检验方法:观察。
2 钢筋接头位置、同一截面的接头数量、搭接长度必须符合设计和规范要求和本规范第6.3.2条和第6.3.5条的规定。
检查数量:全数检查。
检验方法:观察、用钢尺量。
3 钢筋焊接接头质量必须符合国家现行标准《钢筋焊接及验收规程》JGJ18的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.4、6.3.5条规定抽样做拉伸试验和冷弯试验。
检验方法:观察、用钢尺量、检查接头性能检验检验报告。
4 HRB335和HRB400带肋钢筋机械连接接头质量应符合国家现行标准《钢筋机械连接通用技术规程》JGJ107、《带肋钢筋套筒挤压连接技术规程》JGJ108的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.8条规定抽样做拉伸试验。
检验方法:外观用卡尺或专用量具检查、检查合格证和出厂检验报告、检查进场验收记录和性能复验报告。
6.5.4 钢筋安装时,其品种、规格、数量、形状,必须符合设计要求。
检查数量:全数检查。
检验方法:观察、钢尺检查。
一般项目
6.5.5 预埋件的规格、数量、位置等必须符合设计要求。
检查数量:全数检查。
检验方法:观察、用钢尺量。
6.5.6 钢筋表面不得有裂纹、结疤、折叠、锈蚀和油污,钢筋焊接接头表面不得有夹渣、焊瘤。
检查数量:全数检查。
检验方法:观察。
6.5.7 钢筋加工允许偏差应符合表6.5.7的规定。
表6.5.7 钢筋加工允许偏差
6.5.8 钢筋网允许偏差应符合表6.5.8的规定。
表6.5.8 钢筋网允许偏差
6.5.9 钢筋成形和安装允许偏差应符合表6.5.9的规定。
表6.5.9 钢筋成形和安装允许偏差