070601 钢梁制作检验批质量验收记录


钢梁制作质量检验检验标准
14.3.1 钢梁制作质量检验应符合下列规定:
主控项目
1 钢材、焊接材料、涂装材料应符合国家现行标准规定和设计要求。
全数检查出厂合格证和厂方提供的材料性能试验报告,并按国家现行标准规定抽样复验。
2 高强度螺栓连接副等紧固件及其连接应符合国家现行标准规定和设计要求。
全数检查出厂合格证和厂方提供的性能试验报告,并按出厂批每批抽取8副做扭矩系数复验。
3 高强螺栓的栓接板面(摩擦面)除锈处理后的抗滑移系数应符合设计要求。
全数检查出厂检验报告,并对厂方每出厂批提供的3组试件进行复验。
4 焊缝探伤检验应符合设计要求和本规范第14.2.6、14.2.8和14.2.9条的有关规定。
检查数量:超声波:100%;射线:10%。
检验方法:检查超声波和射线探伤记录或报告。
5 涂装检验应符合下列要求:
1)涂装前钢材表面不得有焊渣、灰尘、油污、水和毛刺等。钢材表面除锈等级和粗糙度应符合设计要求。
检查数量:全数检查。
检验方法:观察、用现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB 8923规定的标准图片对照检查。
2)涂装遍数应符合设计要求,每一涂层的最小厚度不应小于设计要求厚度的90%,涂装干膜总厚度不得小于设计要求厚度。
检查数量:按设计规定数量检查,设计无规定时,每10m2检测5处,每处的数值为3个相距50mm测点涂层干漆膜厚度的平均值。
检验方法:用干膜测厚仪检查。
3)热喷铝涂层应进行附着力检查。
检查数量:按出厂批每批构件抽查10%,且同类构件不少于3件,每个构件检测5处。
检验方法:在15mm×15mm涂层上用刀刻划平行线,两线距离为涂层厚度的10倍,两条线内的涂层不得从钢材表面翘起。
一般项目
1 焊缝外观质量应符合本规范第14.2.7条规定。
检查数量:同类部件抽查10%,且不少于3件;被抽查的部件中,每一类型焊缝按条数抽查5%,且不少于1条;每条检查1处,总抽查数应不少于5处。
检验方法:观察,用卡尺或焊缝量规检查。
2 钢梁制作允许偏差应分别符合表14.3.1-1~表14.3.1-3的规定。
表14.3.1-1 钢板梁制作允许偏差

表14.3.1-2 钢桁梁节段制作允许偏差

表14.3.1-3 钢箱形梁制作允许偏差
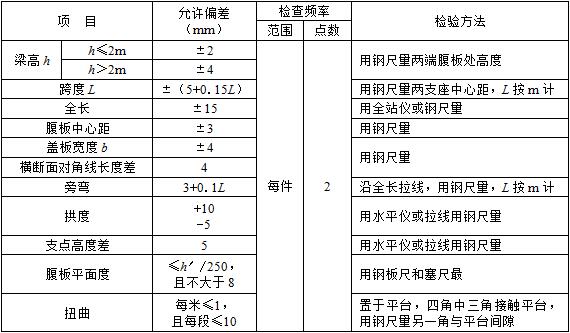
注:1 分段分块制造的箱形梁拼接处,梁高及腹板中心距允许偏差接施工文件要求办理;
2 箱形梁其余各项检查方法可参照板梁检查方法;
3 h′为盖板与加筋肋或加筋胁与加筋肋之间的距离。
3 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不得有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不少于3件;被抽查构件中,每件检查焊钉数量的1%,但不得少于1个。
检查方法:观察、焊钉弯曲30°后用角尺量。
4 焊钉根部应均匀,焊脚立面的局部未熔合或不足360°的焊脚应进行修补。
查数量:按总焊钉数量抽查1%,且不得少于10个。
检查方法:观察。
14.3.1 钢梁制作质量检验应符合下列规定:
主控项目
1 钢材、焊接材料、涂装材料应符合国家现行标准规定和设计要求。
全数检查出厂合格证和厂方提供的材料性能试验报告,并按国家现行标准规定抽样复验。
2 高强度螺栓连接副等紧固件及其连接应符合国家现行标准规定和设计要求。
全数检查出厂合格证和厂方提供的性能试验报告,并按出厂批每批抽取8副做扭矩系数复验。
3 高强螺栓的栓接板面(摩擦面)除锈处理后的抗滑移系数应符合设计要求。
全数检查出厂检验报告,并对厂方每出厂批提供的3组试件进行复验。
4 焊缝探伤检验应符合设计要求和本规范第14.2.6、14.2.8和14.2.9条的有关规定。
检查数量:超声波:100%;射线:10%。
检验方法:检查超声波和射线探伤记录或报告。
5 涂装检验应符合下列要求:
1)涂装前钢材表面不得有焊渣、灰尘、油污、水和毛刺等。钢材表面除锈等级和粗糙度应符合设计要求。
检查数量:全数检查。
检验方法:观察、用现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB 8923规定的标准图片对照检查。
2)涂装遍数应符合设计要求,每一涂层的最小厚度不应小于设计要求厚度的90%,涂装干膜总厚度不得小于设计要求厚度。
检查数量:按设计规定数量检查,设计无规定时,每10m2检测5处,每处的数值为3个相距50mm测点涂层干漆膜厚度的平均值。
检验方法:用干膜测厚仪检查。
3)热喷铝涂层应进行附着力检查。
检查数量:按出厂批每批构件抽查10%,且同类构件不少于3件,每个构件检测5处。
检验方法:在15mm×15mm涂层上用刀刻划平行线,两线距离为涂层厚度的10倍,两条线内的涂层不得从钢材表面翘起。
一般项目
1 焊缝外观质量应符合本规范第14.2.7条规定。
检查数量:同类部件抽查10%,且不少于3件;被抽查的部件中,每一类型焊缝按条数抽查5%,且不少于1条;每条检查1处,总抽查数应不少于5处。
检验方法:观察,用卡尺或焊缝量规检查。
2 钢梁制作允许偏差应分别符合表14.3.1-1~表14.3.1-3的规定。
表14.3.1-1 钢板梁制作允许偏差
表14.3.1-2 钢桁梁节段制作允许偏差
表14.3.1-3 钢箱形梁制作允许偏差
注:1 分段分块制造的箱形梁拼接处,梁高及腹板中心距允许偏差接施工文件要求办理;
2 箱形梁其余各项检查方法可参照板梁检查方法;
3 h′为盖板与加筋肋或加筋胁与加筋肋之间的距离。
3 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不得有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不少于3件;被抽查构件中,每件检查焊钉数量的1%,但不得少于1个。
检查方法:观察、焊钉弯曲30°后用角尺量。
4 焊钉根部应均匀,焊脚立面的局部未熔合或不足360°的焊脚应进行修补。
查数量:按总焊钉数量抽查1%,且不得少于10个。
检查方法:观察。