06030702 砌筑墙体、钢筋混凝土顶板人行地道结构钢筋检验批质量验收记录

一、主控项目
CJJ2-2008:
6.5.1材料应符合下列规定:
6.5.1.1钢筋、焊条的品种、牌号、规格和技术性能必须符合国
家现行标准规定和设计要求。
检查数量:全数检查。
检验方法:检查产品合格证、出厂检验报告。
6.5.1.2钢筋进场时,必须按批抽取试件做力学性能和工艺性能
试验,其质量必须符合国家现行标准的规定。
检查数量:以同牌号、同炉号、同规格、同交货状态的钢
筋,每60t为一批,不足60t也按一批计,每批抽检1次。
检验方法:检查试件检验报告。
6.5.1.3当钢筋出现脆断、焊接性能不良或力学性能显著不正常
等现象时,应对该批钢筋进行化学成分检验或其他专项检验。
检查数量:该批钢筋全数检查。
检验方法:检查专项检验报告。
6.5.2钢筋弯 制和末端弯钩均应符合设计要求和本规范第6.2.3、6. 2.4条的规定。
6.2.3受力钢筋弯制 和末端弯钩均应符合设计要求,设计未规定时,其尺寸应符合表6. 2.3的规定。
表6.2.3受力钢筋 弯制和末端弯钩形状
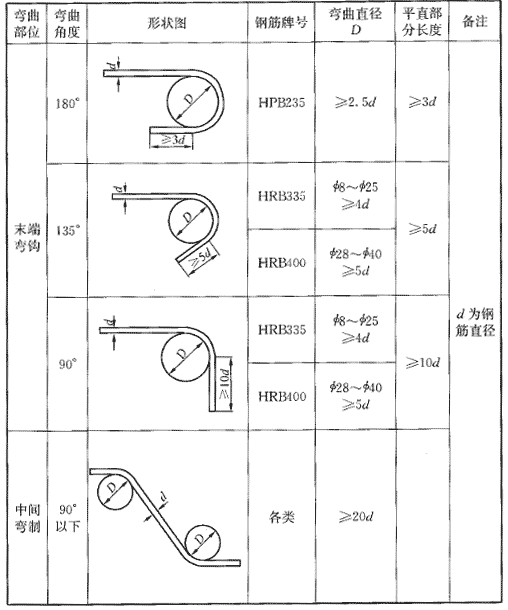
注:采用环氧树脂涂层钢筋时,除应满足表内规定外,当钢筋直径d≤20mm时,弯钩内直径D不得小于4d;当d>20mm时,弯钩内直径D不得小于6d;直线段长度不得小于5d。
6.2.4箍筋末端弯 钩的形式应符合设计要求,设计无规定时,可按表6.2. 4所示形式加工。
表6.2.4箍筋末端弯钩
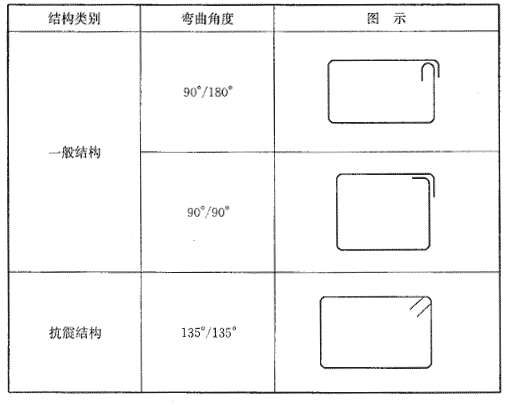
箍筋弯钩的弯曲直径应大于被箍主钢筋的直径,且HPB235钢筋不得小于箍筋直径的2.5倍,HRB335 不得小于箍筋直径的4倍:弯钩平直部分的长度,一般结构不宜小于箍筋直径的5
倍,有抗震要求的结构不得小于箍筋直径的10倍。
检查数量:每工作日同一类型钢筋抽查不少于3件。
检验方法:用钢尺量。
6.5.3受力钢筋连接应符合 下列规定:
6.5.3.1钢筋的连接形式必须符合设计要求;
检查数量:全数检查。
检验方法:观察。
6.5.3.2钢筋接头位置、 同一截面的接头数量、搭接长度应符合设计要求和本规范第6.3.2条和第6.3.5条的规定。
6.2.3受力钢筋弯制 和末端弯钩均应符合设计要求,设计未规定时,其尺寸应符合表6. 2.3的规定。
表6.2.3受力钢筋 弯制和末端弯钩形状

6.3.5热轧光圆钢筋和热轧带肋钢筋的接头采用搭接或帮条电
弧焊时,应符合下列规定:
6.3.5.1接头应采用双面焊缝,在脚手架上进行双面焊困难时方
可采用单面焊。
6.3.5.2当采用搭接焊时,两连接钢筋轴线应一致。 双面焊缝的长度不得小于5d,单面焊缝的长度不得小于10d (d 为钢筋直径)。
6.3.5.3当采用帮条焊时,帮条直径、级别应与被焊钢筋一致,帮条长度双面焊缝不得小于5d,单面焊缝不得小于10d (d为主筋直径)。帮条与被焊钢筋的轴线应在同一平面上,两主筋端
面的间隙应为2~4mm。
6.3.5.4搭接焊和帮条焊接头的焊缝高度应等于或大于0.3d,并不得小于4mm;焊缝宽度应等于或大于0.7d (d为主筋直径),并不得小于8mm。
6.3.5.5钢筋与钢板进行搭接焊时应采用双面焊接,搭接长度应大于钢筋直径的4倍(HPB235钢筋)或5倍(HRB335、HRB400钢筋)。焊缝高度应等于或大于0. 35d,且不得小于4mm;焊缝宽度应等于或大于0.5d,并不得小于6mm (d为钢筋直径)。
6.3.5.6采用搭接焊、帮条焊的接头,应逐个进行外观检查。焊缝表面应平顺、无裂纹、夹渣和较大的焊瘤等缺陷。
6.3.5.7在同条件下完成并经外观检查合格的焊接接头,以300个作为一.批(不足300个,也按一批计),从中切取3个试件,做拉伸试验。拉伸试验应符合本规范第6.3.4条第4款规定。
检查数量:全数检查。
6.3.4.4拉伸试验应符合下列要求:
1)当3个试件的抗拉强度均不小于该级别钢筋的规定值,至少有2个试件断于焊縫以外,且呈塑性断裂时,应判定该批接头拉伸试验合格;
2)当有2个试件抗拉强度小于规定值,或3个试件均
在焊缝或热影响区发生脆性断裂④时,则一次判定该批接头为不合格;
3)当有1个试件抗拉强度小于规定值,或2个试件在焊缝或热影响区发生脆性断裂,其抗拉强度小于钢筋规定值的1.1倍时,应进行复验。复验时,应再切取6个试件,复验结果,当仍有1个试件的抗拉强度小于规定值,或3个试件在焊缝或热影响区呈脆性断裂,其抗拉强度小于钢筋规定值的1. 1倍时,应判定该批接头为不合格。
检验方法:观察、用钢尺量。
6.5.3.3钢筋焊接接头 质量应符合国家现行标准《钢筋焊接及验收规程》JGJ 18 的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.4、6.3.5条规定抽样做拉伸试验和冷弯试验。
检验方法:观察、用钢尺量、检查接头性能检验报告。
6.5.3.4 HRB335 和HRB400带肋钢筋机械连接接头质量应符合国家现行标准《钢筋机械连接通用技术规程》JGJ 107、《带肋钢筋套筒挤压连接技术规程》JG] 108的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.8条规定抽样做拉伸试验。
检验方法:外观用卡尺或专用量具检查、检查合格证和出厂检验报告、检查进场验收记录和性能复验报告。
CJJ1-2008:
14.5.1.4钢筋品种、规格和加工、成型与安装应符合设计要求。
检查数量:钢筋按品种每批1次。安装全数检查。
检验方法:查钢筋试验单和验收记录。
二、一般项目
CJJ2-2008:
6.5.5预埋件的规格、数量、位置等必须符合设计要求。
检查数量:全数检查。
检验方法:观察、用钢尺量。
6.5.6钢筋表面不得有裂纹、 结疤、折叠、锈蚀和油污,钢筋焊接接头表面不得有夹渣、焊瘤。
检查数量:全数检查。
检验方法:观察。
CJJ1-2008:
15.6.1.4 钢筋加工与安装偏差应符合本规范表14. 2.4-1、表14.2.4-2的规定。
表14. 2. 4-1 钢筋加工允许偏差
|
项目 |
允许偏差(mm) |
检验频率 |
检验方法 |
|
|
范围 |
点数 |
|||
|
受力钢筋成型长度 |
+5 |
每根(每一类型抽查10%且不少于5根) |
1 |
用钢尺量 |
|
箍筋尺寸 |
0 |
2 |
用钢尺量,高、宽各1点 |
|
表14.2.4-2 钢筋成型与安装允许偏差
|
项目 |
允许偏差(mm) |
检验频率 |
检验方法 |
|
|
范围(m) |
点数 |
|||
|
配置两排以上受力筋时钢筋的排距 |
±5 |
10 |
2 |
用钢尺量 |
|
受力筋间距 |
±10 |
2 |
用钢尺量 |
|
|
箍筋间距 |
±20 |
2 |
5个箍筋间距量1尺 |
|
|
保护层厚度 |
±5 |
2 |
用尺量 |
|