01040916_钢构件组装检验批质量验收记录

钢构件组装批质量验收记录
一、检验批划分
按施工段、变形缝划分;对于工程量较少的分项工程可统一划分为一个验收批。
二、 主控项目
8.3.1 吊车梁和吊车桁架不应下挠。
检查数量:全数检查。
检验方法:构件直立,在两端支承后,用水准仪和钢尺检查。
8.4.1 端部铣平的允许偏差应符合表 8.4.1 的规定。
检查数量:按铣平面数量抽查 10%,且不应少于 3 个。
检验方法:用钢尺、角尺、塞尺等检查。

8.5.1 钢构件外形尺寸主控项目的允许偏差应符合表 8.5.1 的规定。
检查数量:全数检查。
检验方法:用钢尺检查

三、一般项目
8.2.1 焊接 H 型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于 200mm。翼缘板拼接长度不应小于 2 倍板宽;腹板拼接宽度不应小于 300mm,长度不应小于 600mm。
检查数量:全数检查。
检验方法:观察和用钢尺检查。
8.2.2 焊接H型钢的允许偏差应符合本规范附录C中表C.0.1的规定。
检查数量:按钢构件数抽查 10%,宜不应少于 3 件。
检验方法:用钢尺、角尺、塞尺等检查。
8.3.2 焊接连接组装的允许偏差应符合本规范附录 C 中表 C.0.2 的规定。
检查数量:按构件数抽查 10%,且不应少于 3 个。
检验方法:用钢尺检验。
8.3.3 顶紧接触面应有 75%以上的面积紧贴。
检查数量:按接触面的数量抽查 10%,且不应少于 10 个。
检验方法:用 0.3mm 塞尺检查,其塞入面积应小于 25%,边缘间隙不应大于0.8mm。
8.3.4 桁架结构杆件轴线交点错位的允许偏差不得大于3.0mm,允许偏差不得大于4.0mm。
检查数量:按构件数抽查10%,且不应少于3个,每个抽查构件按节点数抽查10%,且不应少于 3 个节点。
检验方法:尺量检查。
8.4.2 安装焊缝坡口的允许偏差应符合表 8.4.2 的规定。
检查数量:按坡口数量抽查 10%,且不应少于 3 条。
检验方法:用焊缝量规检查。

8.4.3 外露铣平面应防锈保护。
检查数量:全数检查。
检验方法:观察检查。
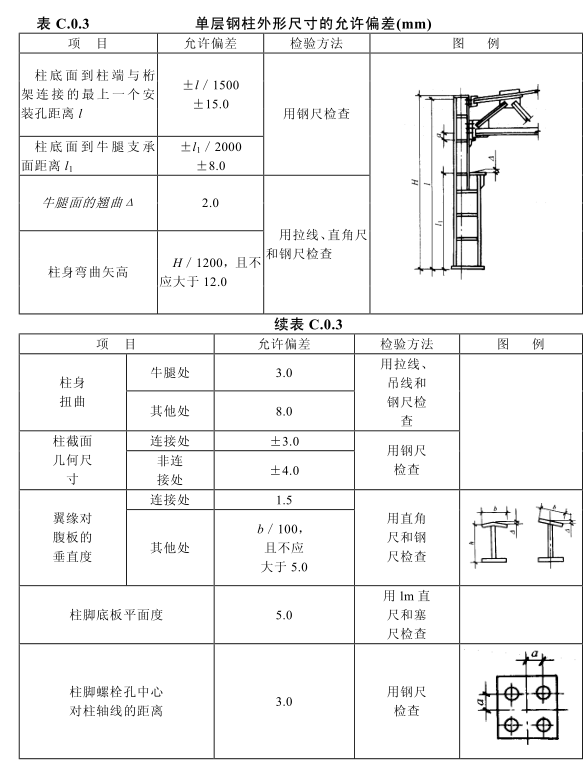
8.5.2 钢构件外形尺寸一般项目的允许偏差应符合本规范附录 C 中表 C.0.3~表C.0.9 的规定。
检查数量:按构件数量抽查 10%,且不应少于 3 件。
检验方法:见本规范附录 C 中表 C.0.3~表 C.0.9
1 C.0.3 单层钢柱外形尺寸的允许偏差应符合表 C.0.3 的规定。
2 C.0.4 多节钢柱外形尺寸的允许偏差应符合表 C.0.4 的规定。


3 C.0.5 焊接实腹钢梁外形尺寸的允许偏差应符合表 C.0.5 的规定


4 C.0.6 钢桁架外形尺寸的允许偏差应符合表 C.0.6 的规定。

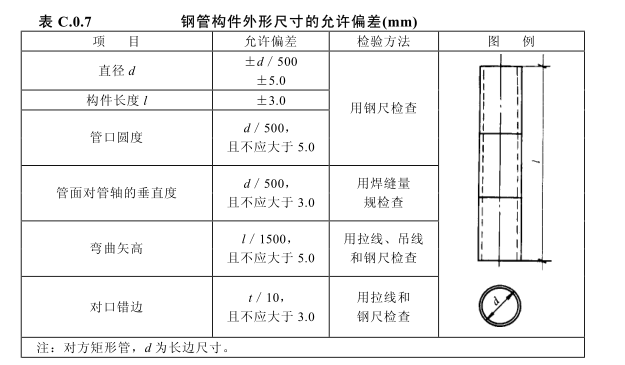
5 钢管构件外形尺寸的允许偏差应符合表 C.0.7 的规定。
6 C.0.8 墙架、檩条、支撑系统钢构件外形尺寸的允许偏差应符合表 C.0.8 的规定。

7 C.0.9 钢平台、钢梯和防护钢栏杆外形尺寸的允许偏差应符合表 C.0.9 的规定。
