C01-9-02-020601型钢混凝土结构焊接检验批质量验收记录

主控项目:
1.型钢焊缝和坡口尺寸应符合现行行业标准建筑钢结构焊接技术规程JGJ 81 的有关规定。
2.手工焊接用焊条应符合现行国家标准碳素钢焊条GB 5117 或低合金钢焊条GB 5118 的规定选用的焊条型号应与主体金属强度相适应。
3.自动焊接或半自动焊接采用的焊丝和焊剂应与主体金属强度相适应焊丝应符合现行国家标准熔化焊用钢丝GB/T 14957 的规定。
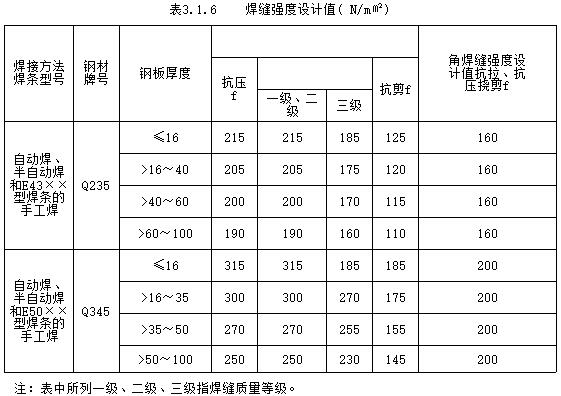
4.焊缝强度设计值应按表3.1.6的规定采用。
1.型钢焊缝和坡口尺寸应符合现行行业标准建筑钢结构焊接技术规程JGJ 81 的有关规定。
2.手工焊接用焊条应符合现行国家标准碳素钢焊条GB 5117 或低合金钢焊条GB 5118 的规定选用的焊条型号应与主体金属强度相适应。
3.自动焊接或半自动焊接采用的焊丝和焊剂应与主体金属强度相适应焊丝应符合现行国家标准熔化焊用钢丝GB/T 14957 的规定。
4.焊缝强度设计值应按表3.1.6的规定采用。
5.套管与梁型钢腹板连接的角焊缝高度宜取0.7 倍腹板厚度。
6.梁内型钢翼缘与柱内型钢翼缘应采用全熔透焊缝连接,悬臂梁段与柱应采用全焊接连接。
7.梁与墙连接构造中预埋件上应焊连接板。
8.焊接材料应具有质量证明书,且应符合现行国家标准《碳钢焊条》GB 5117 、《低合金钢焊条》GB5118 、《熔化焊用钢丝》GB/T 14957的规定。
9. 施工中应确保现场型钢柱拼接和梁柱节点连接的焊接质量其焊缝质量应满足一级焊缝质量等级要求。
10.对一般部位的焊缝应进行外观质量检查并应达到二级焊缝质量等级要求。
11.工字形和十字形型钢柱的腹板与翼缘水平加劲肋与翼缘的焊接应采用坡口熔透焊缝水平加劲肋与腹板连接可采用角焊缝。
12.箱形柱隔板与柱的焊接宜采用坡口熔透焊缝。
13.焊缝的坡口形式和尺寸应符合现行国家标准手工电弧焊焊缝坡口的基本形式和尺寸GB 986 和埋弧焊焊缝坡口的基本形式和尺寸GB 986 的规定。
14.栓钉焊接前,应将构件焊接面的油、锈清除;焊接后检查栓钉高度的允许偏差应在2mm 以内,同时,按有关规定抽样检查其焊接质量。
