C05-9-02-090305工业设备及管道铅衬里搪铅施工检验批质量验收记录

主控项目:
1.搪铅的施工准备应符合下列规定:
1)称量、配制和盛装焊剂的器叭、涂刷焊剂用的毛刷应清洁,不得被油脂等污染。
2)设备的表面应平整,焊缝应采取对接形式,焊缝高度不应大于3mm并应磨光,不应有焊渣或毛刺等缺陷。
3)受压设备应经试压合格后,方可进行搪铅。
4)搪铅设备基体表面处理后应露出金属光泽。
2.搪铅可采用直接搪铅法或间接搪铅法。
3.直接搪铅法应符合下列规定:
1)搪铅应在水平的位置上进行,当基体倾斜超过300时,每次挑铅的厚度宜为2mm~4mm.搪道宽度宜为15mm~25mm。
2)搪铅不应少于2层。当搪完第一层铅后,应用清水将附着在表面上的焊刺洗净,并应采用刮刀将表面刮光,再进行第二层搪铅,直至所儒厚度。最后一层应用火焰重熔一次。
4.问接搪铅法应符合下列规定:
1)应先在被搪表面采用加热涂锡法进行挂锡,挂锡层应薄而均匀,挂锡厚度应为15μm~20μm,再进行搪铅。
2)搪铅温度应为190℃~230℃。
5.搪铅时,每层应进行中间检查。厚度应均匀一致,不应有夹渣、裂纹、鼓泡、气孔、焊瘤等缺陷。
1.搪铅的施工准备应符合下列规定:
1)称量、配制和盛装焊剂的器叭、涂刷焊剂用的毛刷应清洁,不得被油脂等污染。
2)设备的表面应平整,焊缝应采取对接形式,焊缝高度不应大于3mm并应磨光,不应有焊渣或毛刺等缺陷。
3)受压设备应经试压合格后,方可进行搪铅。
4)搪铅设备基体表面处理后应露出金属光泽。
2.搪铅可采用直接搪铅法或间接搪铅法。
3.直接搪铅法应符合下列规定:
1)搪铅应在水平的位置上进行,当基体倾斜超过300时,每次挑铅的厚度宜为2mm~4mm.搪道宽度宜为15mm~25mm。
2)搪铅不应少于2层。当搪完第一层铅后,应用清水将附着在表面上的焊刺洗净,并应采用刮刀将表面刮光,再进行第二层搪铅,直至所儒厚度。最后一层应用火焰重熔一次。
4.问接搪铅法应符合下列规定:
1)应先在被搪表面采用加热涂锡法进行挂锡,挂锡层应薄而均匀,挂锡厚度应为15μm~20μm,再进行搪铅。
2)搪铅温度应为190℃~230℃。
5.搪铅时,每层应进行中间检查。厚度应均匀一致,不应有夹渣、裂纹、鼓泡、气孔、焊瘤等缺陷。
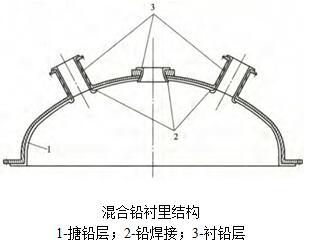
6.当设计无规定时,特殊部位可采用衬铅和搪铅混合衬里结构如图。