C05-9-02-130508工业设备及管道金属热喷涂层施工检验批质量验收记录

主控项目:
1.金属热喷涂层的施工,应在基体表面处理合格后及时进行。当工件表面无凝露时,喷涂间隔时间不宜大于4h。
1.金属热喷涂层的施工,应在基体表面处理合格后及时进行。当工件表面无凝露时,喷涂间隔时间不宜大于4h。
2.线材火焰喷涂工艺参数应符合下表的规定。
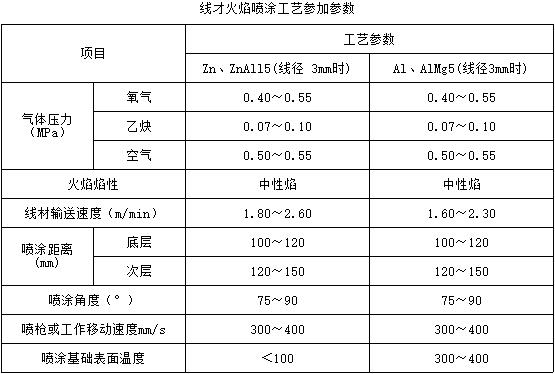
注:本工艺适用于射吸式气体喷涂枪。当使用不同参数的喷枪,采用不同直径的线材时,工艺参数应进行
调整。
3.电弧喷涂工艺参数应符合下表的规定。

注:本工艺适用于封闭雾化工电弧喷涂枪,当使用不同参数的喷枪,采用不用直径的线材时,工艺参数应进
行调整。
4.喷枪点火、引弧及试喷的调整,应按喷枪的使用说明书进行操作。唢枪试喷调整时,应避开待喷涂表面。
5.当对薄壁工件和构造复杂的表面喷涂时,喷枪的移动速度可进行调整,喷涂角度不得小于450,喷涂距离应符合《工业设备及管道防腐蚀工程施工规范》GB50726-2011第14.3.2条、第14.3.3条的有关规定。
6.设计厚度等于或大于0.10mm的涂层,应分层喷涂。分层喷涂时,喷涂的每一涂层均应平行搭接,搭接尺寸宜为喷幅宽度的1/4~1/3;同层涂层的喷涂方向宜一致;上下两层的喷涂方向应纵横交叉。
7.喷涂过程中,工件表面温度不得大于100℃。当表面温度大于70℃时,应采取间歇喷涂或冷却措施。
8.难以施工的部位应先喷涂。喷涂操作时,宜降低热源功率,提高喷枪的移动速度,并应预留涂层的阶梯形接头。
9.当对大型设备或大面积进行施工时,应划区作业,分段、分片喷涂。各分段、分片的接头应错开,错开距离应大于100mm。
10.施工过程中应进行涂层外观、厚度和结合性的中间质量检查。
11.金属热喷涂层的涂料封闭,应在喷涂层检查合格后及时进行口当喷涂层受潮时,不得进行封闭。不做涂料封闭的喷涂层,应采用细铜丝刷进行刷光处理。
