钢结构制作检验批质量检验记录表




检验数量: 施工单位、 监理单位全数检查。 检验方法: 检查出厂
质量证明文件和复检报告, 必要时抽样复验。
2. 2. 4. 2 钢结构焊接与高强螺栓连接的质量应符合第 2. 2. 2 节和第 2. 2. 3 节的有关规定。
2. 2. 4. 3. 1 钢材表面的麻点或划痕深度不得大于厚度负允许偏差值的 1/2。
2. 2. 4. 3. 2 钢材表面的锈蚀等级应满足设计要求并应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》(GB 8923) 的有关规定。
2. 2. 4. 3. 3 钢材端边或断口处不应有分层和夹渣等缺陷。
检验数量: 施工单位全部检查。 检验方法: 观察检查,必要时测量检查。
2. 2. 4. 4 螺栓孔孔距的允许偏差、 检验数量和方法应符合表 2. 2. 4. 4 的规定。

2. 2. 4. 5 磨光顶紧构件的紧贴面积不应小于设计接触面积的 75%, 边缘间隙不应大于0. 8mm。
检验数量: 施工单位抽查总数的 10%, 且不少于 3 处。
检验方法: 紧贴面积采用 0. 3mm 塞尺检查, 边缘间隙采用 0. 8mm 塞尺检查。
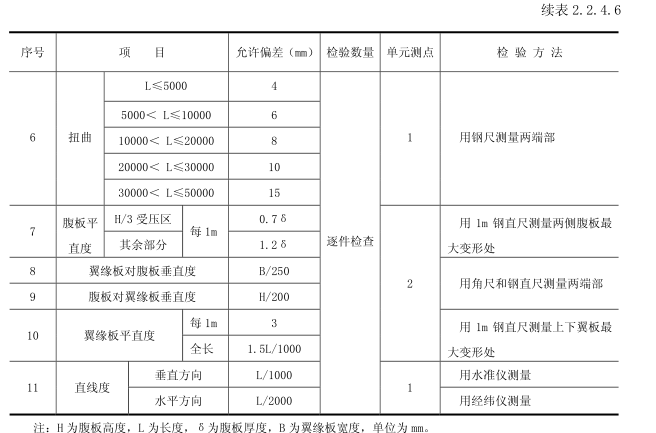
2. 2. 4. 6 箱型构件制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 6 的规定。

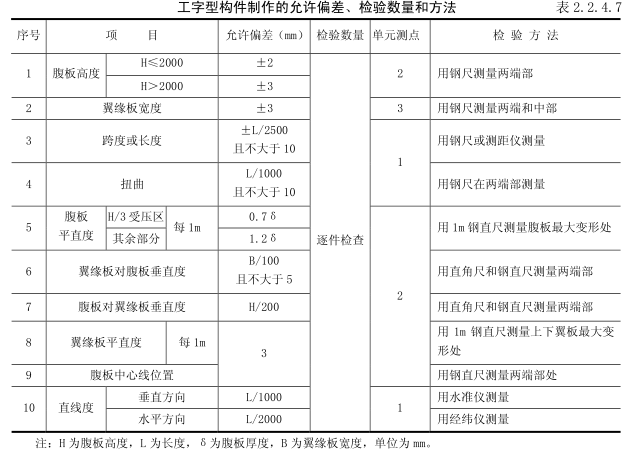
2. 2. 4. 7 工字型构件制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 7 的规定。
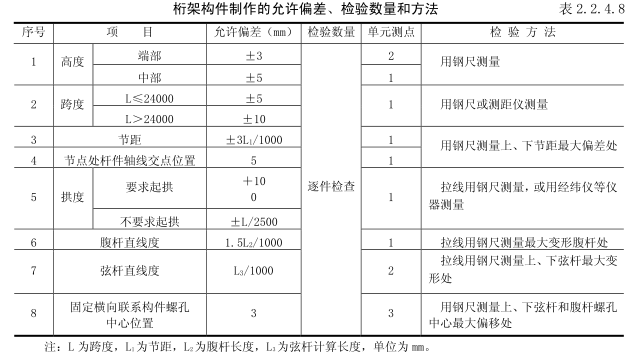
2. 2. 4. 8 桁架构件制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 8 的规定
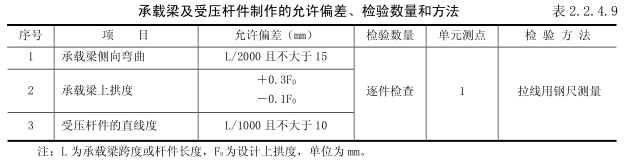
2. 2. 4. 9 承载梁及受压杆件制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 9 的规定。
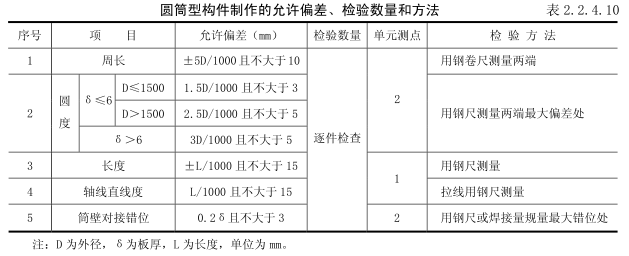
2. 2. 4. 10 圆筒型构件制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 10 的规定。
2. 2. 4. 11 钢管桩制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 11 的规定

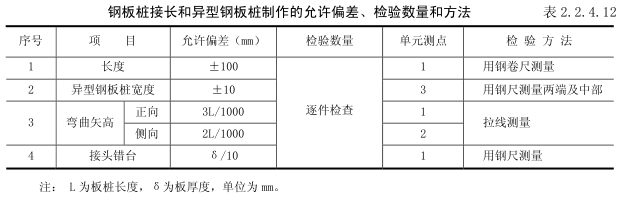
2. 2. 4. 12 钢板桩接长和异型钢板桩制作的允许偏差、 检验数量和方法应符合表2. 2. 4. 12 的规定。
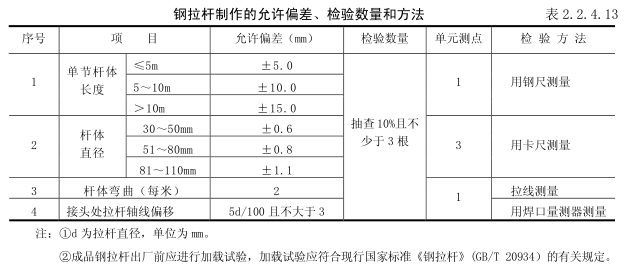
2. 2. 4. 13 钢拉杆制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 13 的规定。
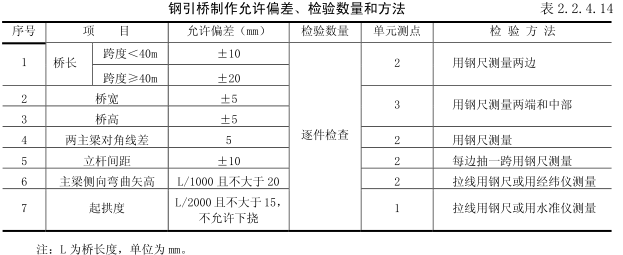
2. 2. 4. 14 钢引桥制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 14 的规定。
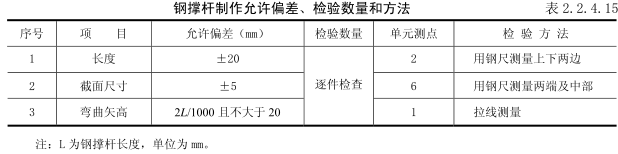
2. 2. 4. 15 钢撑杆制作允许偏差、 检验数量和方法应符合表 2. 2. 4. 15 的规定。
2. 2. 4. 16 钢平台制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 16 的规定。

2. 2. 4. 17 钢梯制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 17 的规定。

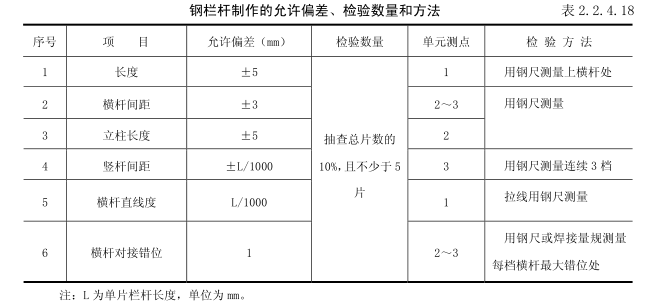
2. 2. 4. 18 钢栏杆制作的允许偏差、 检验数量和方法应符合表 2. 2. 4. 18 的规定。